Проверка и шлифование седел клапановМосквич / Особенности ремонта двигателя мод. 2106 / Проверка и шлифование седел клапанов
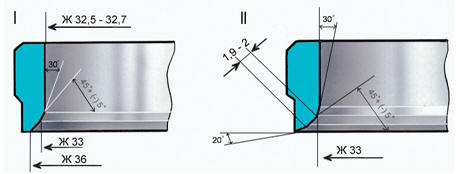
Профиль седла впускного клапана
I – новое седло;
II – седло после ремонта
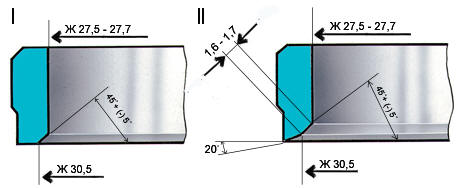
Профиль седла выпускного клапана
I – новое седло;
II – седло после ремонта

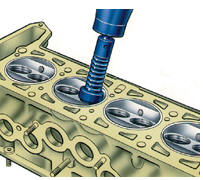
Сужение фаски впускного клапана зенкером, установленным на шпинделе
Форма фасок седел клапанов показана на рис. Профиль седла впускного клапана и
Профиль седла выпускного клапана.
На рабочих фасках седел (зона контакта с клапанами) не должно быть точечных
раковин.
коррозии и повреждений. Небольшие повреждения можно устранять шлифованием седел.
При этом необходимо снимать как можно меньше металла.
Шлифовка
ПОРЯДОК ВЫПОЛНЕНИЯ
1. Установить головку на подставку, вставить в направляющую втулку клапана
центрирующий стержень и надеть на него пружину.
Предупреждение
Стержни существуют двух различных диаметров: 1 – для направляющих втулок
впускных клапанов и 2 – для направляющих втулок выпускных клапанов.
2. Установить на шпиндель конический круг для седел выпускных клапанов или круг для седел впускных клапанов, закрепить шпиндель в шлифовальной машинке и прошлифовать седло клапана.
В момент соприкосновения круга с седлом машинка должна быть выключена, иначе возникнет вибрация и фаска будет неправильной.
Рекомендуется чаще производить правку круга алмазом.
После шлифования проверить биение рабочей фаски относительно оси отверстия
направляющей втулки, которое не должно превышать 0,05 мм.
Для седел выпускных клапанов ширину рабочей фаски доведите до величин, указанных
на
рис. Профиль седла выпускного клапана, зенкером (угол 20°) и зенкером, которыми
устраняется наклеп на внутреннем диаметре. Зенкеры надеваются на шпиндель и так
же, как и при шлифовании, центрируются стержнем.
У седел впускных клапанов ширину рабочей фаски доведите до величин, указанных на
рис. Профиль седла впускного клапана сначала отработав внутреннюю фаску зенкером
(рис. Сужение фаски впускного клапана зенкером, установленным на шпинделе) до
получения размера диам.ЗЗ, а затем фаску 20° зенкером до получения рабочей фаски
шириной 1,9–2 мм (см.рис. Профиль седла впускного клапана).
Смотрите также
Тормозные механизмы задних колес
Тормозные механизмы задних колес
1 – колпачок;
2 – фиксатор;
3 – болт крепления колеса;
4 – тормозной барабан;
5 – ступица;
6 – цапфа;
7 – щит тормоза;
8 – тормозная колодка;
9 – прижимная ...
Ремонт генератора - Разборка
ОБЩИЕ СВЕДЕНИЯ
Вам потребуются
ключи "на 10", "на 17", "на 19"
отвертки
универсальный съемник
Перед началом работы
Снимите генератор с автомобиля (см. подр ...
Уход за шинами
Схема перестановки колес
Для того, чтобы шины изнашивались одинаково, рекомендуется производить
взаимную
перестановку передних и задних колес согласно схеме перестановки колес.
При обнаружени ...